| 功能塊 | MC_MoveContinuousAbsolute | ||
|---|---|---|---|
| 命令控制的運動至指定的絕對位置,並以指定的速度結束。 | |||
| VAR_IN_OUT | |||
| B | AxisIn | AXIS_REF | 軸的參考。 |
| VAR_INPUT | |||
| B | Execute | BOOL | 在上升邊緣開始運動。 |
| E | ContinuousUpdate | BOOL | 若為 TRUE,則當功能塊 (FB) 正在執行且參數值正被更新時,FB 將使用新值;若為 FALSE,則 FB 不會使用新值。 |
| B | Position | LREAL | 運動的命令位置 [每秒](正或負)。 |
| B | Velocity | LREAL | 最大速度值 [單位/每秒]。 |
| B | EndVelocity | LREAL | 結束速度值,為帶正負號的值,[每秒]。 |
| E | Acceleration | LREAL | 加速度值,單位由 MC_ProfileType 決定為 [單位/每秒2] 或 [每秒]。 |
| E | Deceleration | LREAL | 減速度值,單位由 MC_ProfileType 決定為 [單位/每秒2] 或 [每秒]。 |
| E | Jerk | LREAL | 加加速度值。單位由 MC_ProfileType 決定為 [單位/每秒3] 或 [每秒]。 |
| E | Direction | MC_Direction | 軸的移動方向。 |
| E | BufferMode | MC_BufferMode | 定義如何融合兩功能塊的速度。 |
| VAR_OUTPUT | |||
| B | InEndVelocity | BOOL | 已達到指令位置且依要求的結速速度執行。 |
| E | Busy | BOOL | 功能塊尚未完成且預期將有新的輸出值。 |
| E | Active | BOOL | 功能塊正在控制軸。 |
| E | CommandAborted | BOOL | 命令被另一個命令中止。 |
| B | Error | BOOL | 功能塊中出現錯誤的訊號。 |
| B | ErrorID | MC_Error | 錯誤識別。 |
|
|||
| MC_MoveContinuousAbsolute | ||||||
|---|---|---|---|---|---|---|
| AXIS_REF | AxisIn | Axis | AXIS_REF | |||
| BOOL | Execute | InEndVelocity | BOOL | |||
| BOOL | ContinuousUpdate | Busy | BOOL | |||
| LREAL | Position | Active | BOOL | |||
| LREAL | Velocity | CommandAborted | BOOL | |||
| LREAL | EndVelocity | Error | BOOL | |||
| LREAL | Acceleration | ErrorID | MC_Error | |||
| LREAL | Deceleration | |||||
| LREAL | Jerk | |||||
| MC_Direction | Direction | |||||
| MC_BufferMode | BufferMode | |||||
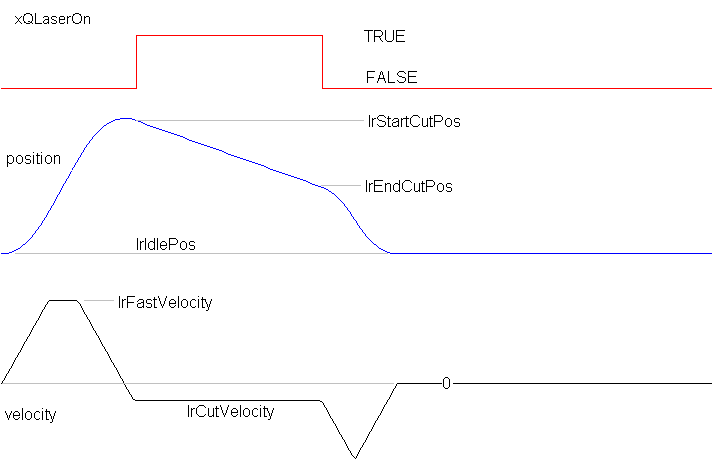
MC_MoveContinuousAbsolute 的一個使用案例為直線切割器:
一線性軸,帶有用於切割工件的雷射裝置。
在切割過程中,雷射必須以固定速度移動,無法容許加速或減速階段,切割完成後雷射必須回到其等待位置。
此可透過功能塊 MC_MoveContinuousAbsolute 以下列方式達成:
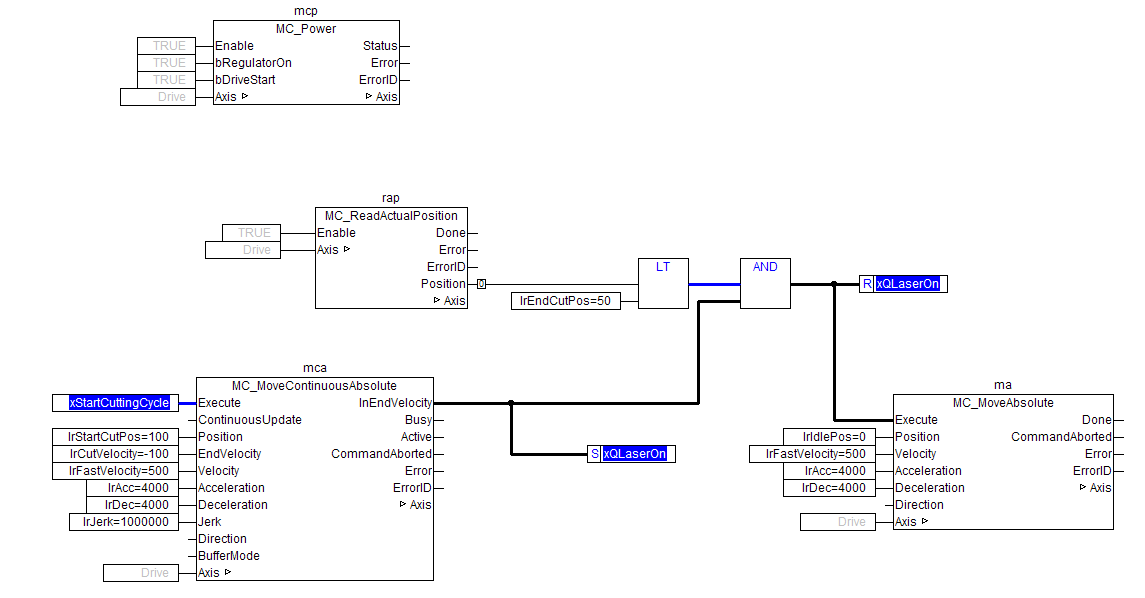
由 xStartCuttingCycle 的上升邊緣開始,MC_MoveContinuousAbsolute 之實例 "mca" 會將軸以 lrFastVelocity 移動至 lrStartCutPos,當再次到達 lrStartCutPos 時以 lrCutVelocity 速度負方向返回,此時 InEndVelocity 已設定好,雷射已開啟,因無其他運動功能塊干擾此運動,MC_MoveContinuousAbsolute 將以當前速度持續以負方向移動,在軸超過位置 lrEndPos 後,雷射關閉,MC_MoveAbsolute 實例 “ma” 將軸高速移動到其閒置位置: